La fabrication des canons damas
Origine
Ce procédé aurait été mis au point par les arabes au moyen age.
Ils forgeaient leur lame d’épée avec un mélange de fer et d’acier.
Au fil du temps, le procédé se répandit jusqu’en Europe et c’est en 1804 qu’un français nommé CLOUET introduisit ce procédé en France pour la fabrication des canons de fusils.
Plus tard, le procédé parvint en Wallonie où il obtint beaucoup de succès.
Au pays de Liège, l’industrie du canon damas se localisa dans la vallée de la Vesdre soit dans la région de Olne, Nessonvaux, Fraipont, Trooz, La Brouck, Forêt, Chaudfontaine et Vaux sous Chèvremont car la Vesdre et ses affluents donnaient leur force motrice à ces machines qui forgeaient ces canons.
Procédé
Sans entrer dans les détails techniques qui ne feraient qu’alourdir le texte, signalons que le damas se fabrique au moyen de baguettes à section carrée de 7 à 8 mm d’épaisseur.
Elles sont obtenues par laminage de « masses ou lopins » composés de plaques et de tiges d’acier mélangées à chaud et assemblées en proportions variables.
La disposition des deux métaux permet de multiples combinaisons dont notamment les dessins variés qui apparaissent sur le canon terminé.
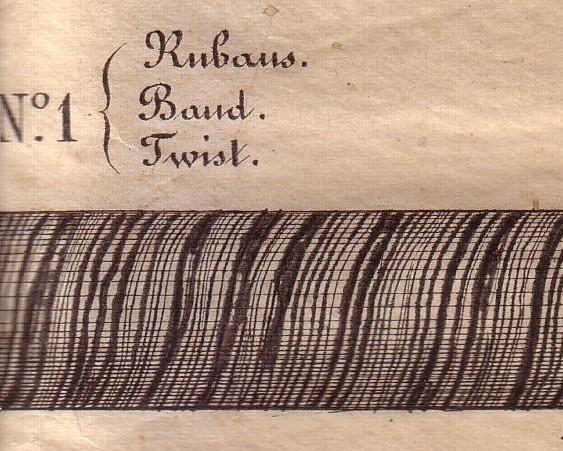
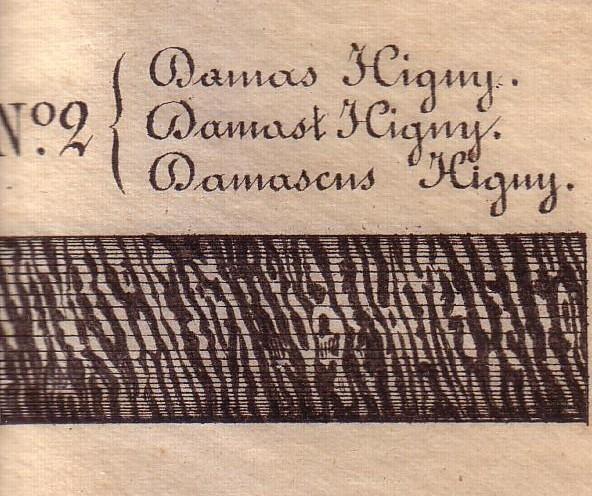
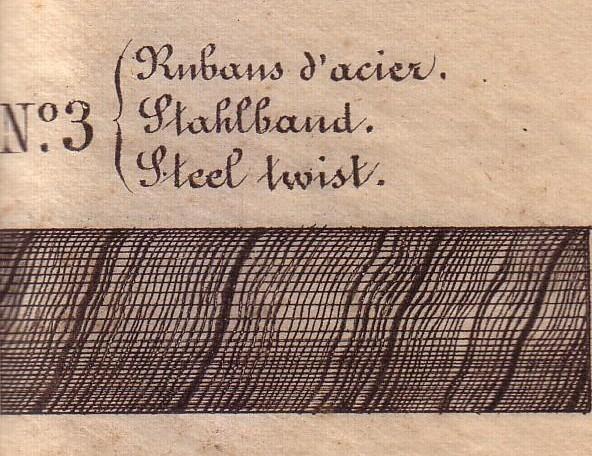
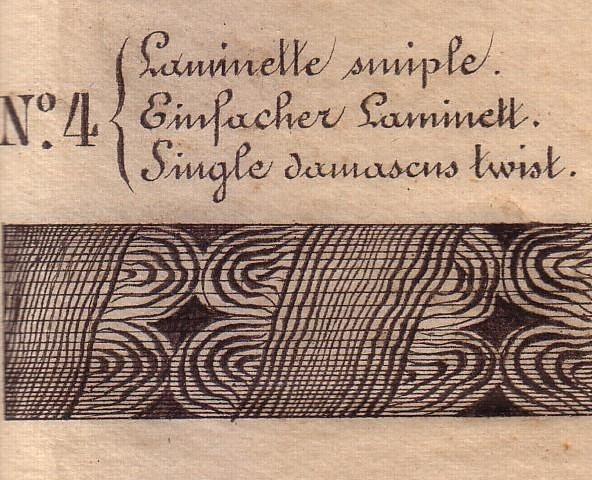
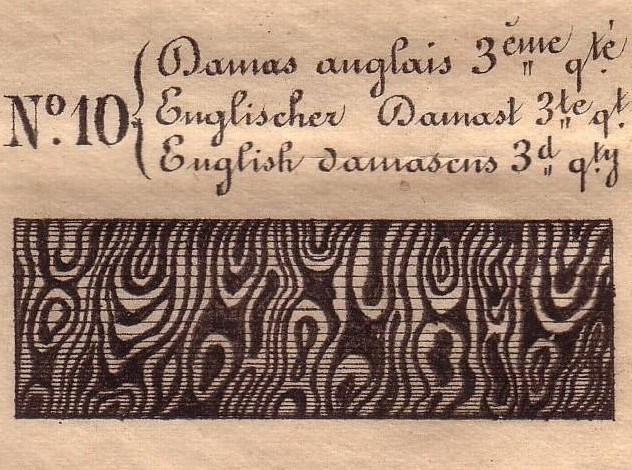
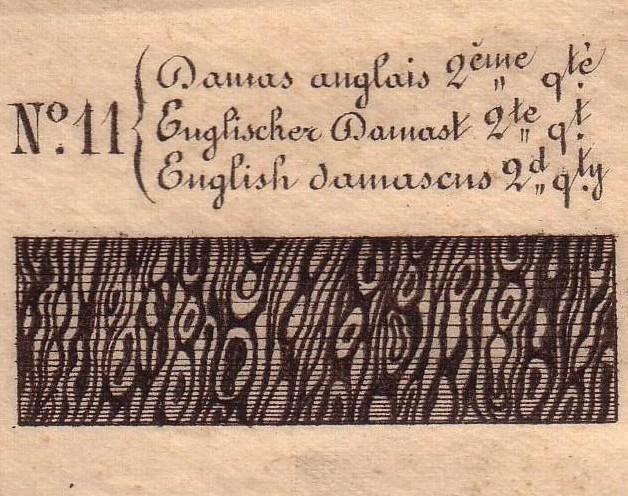
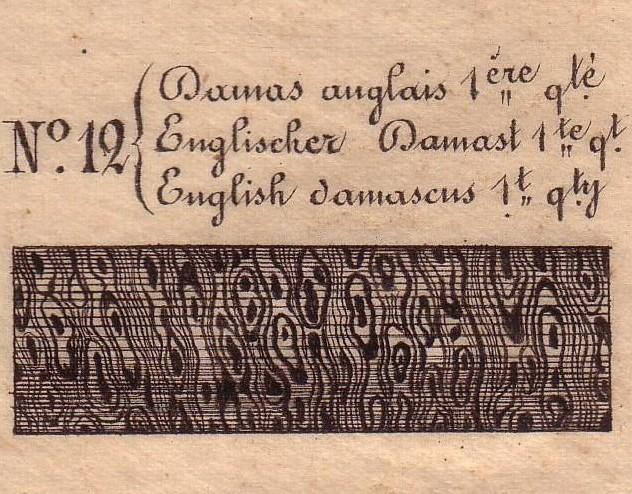
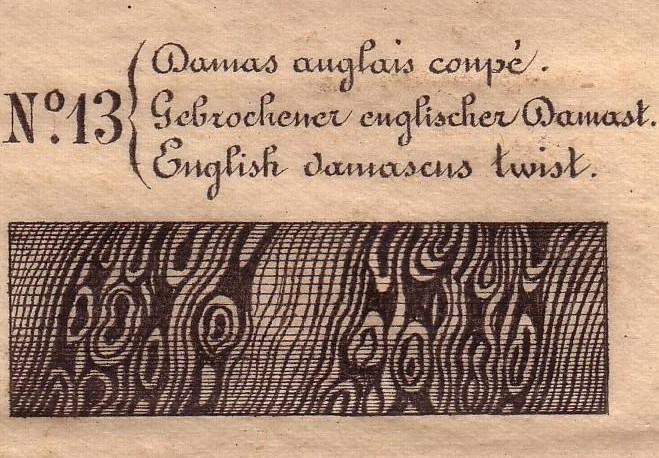
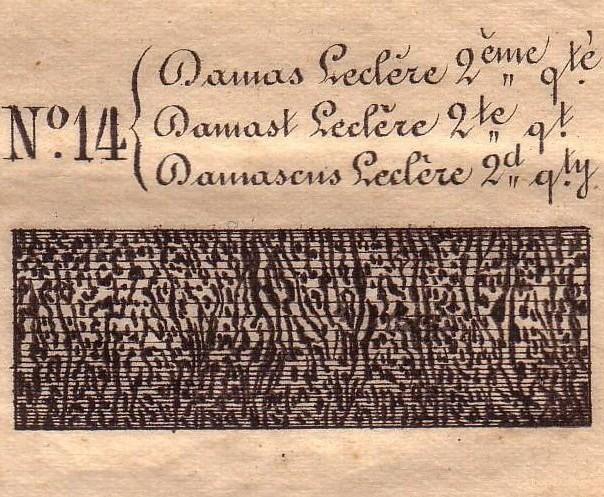
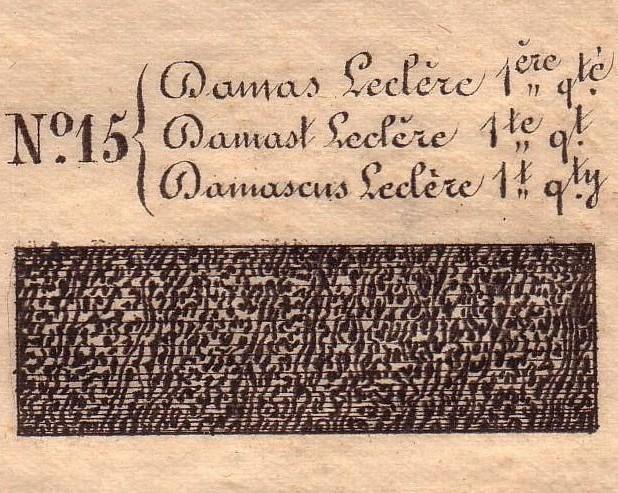
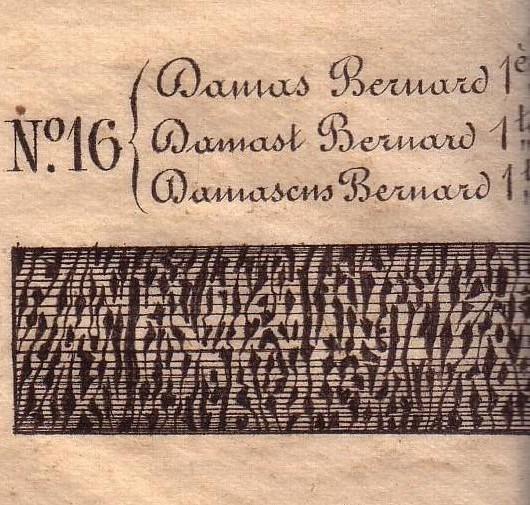
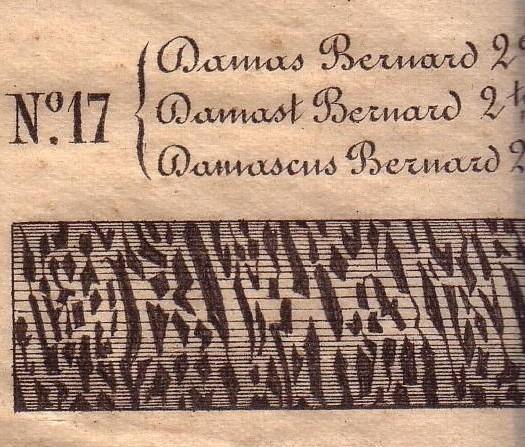
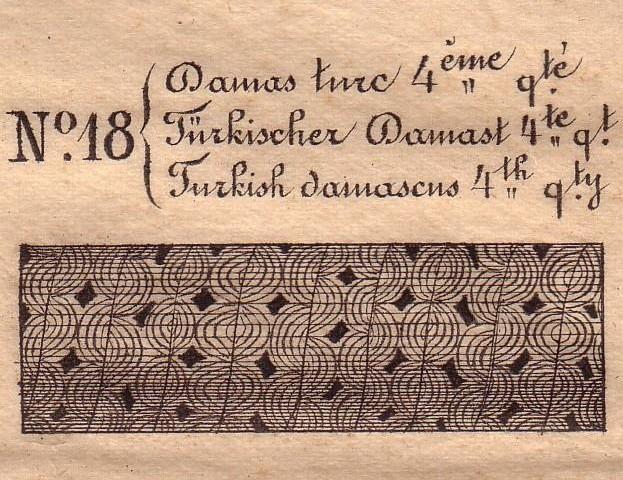
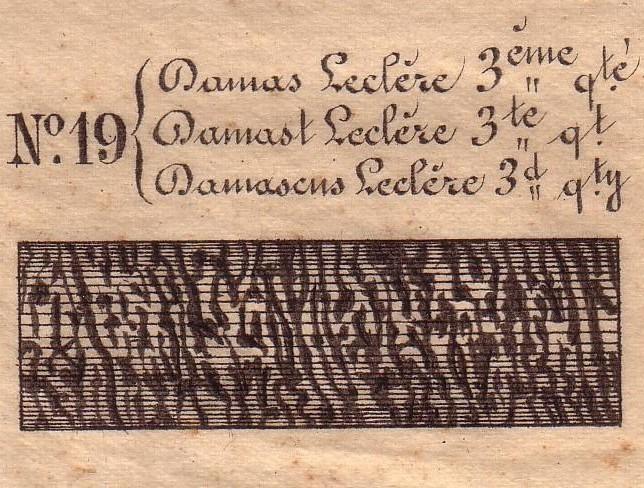
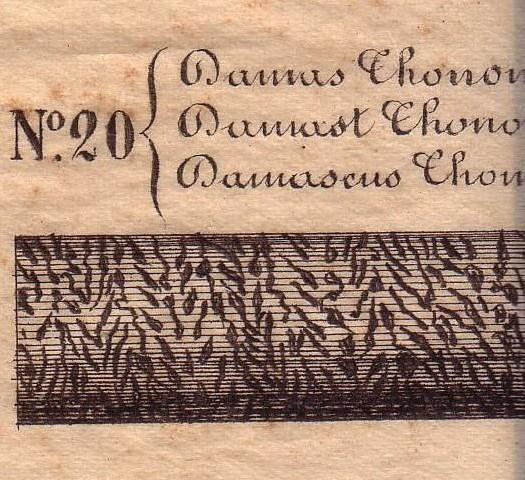
Les différents damas
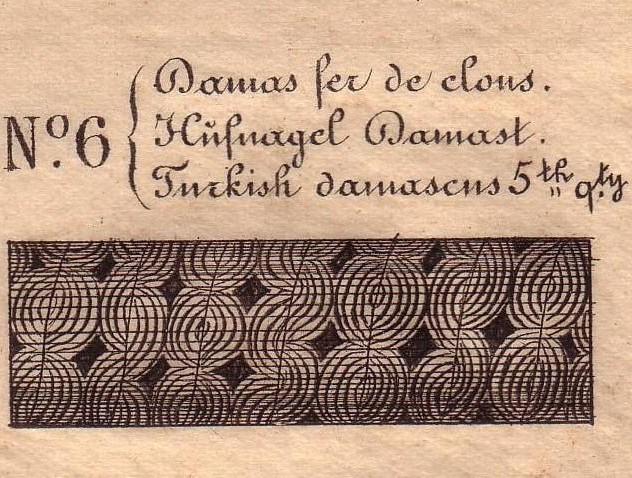
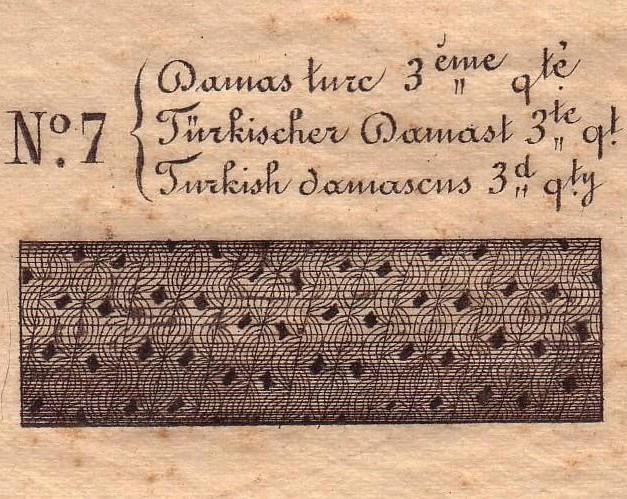
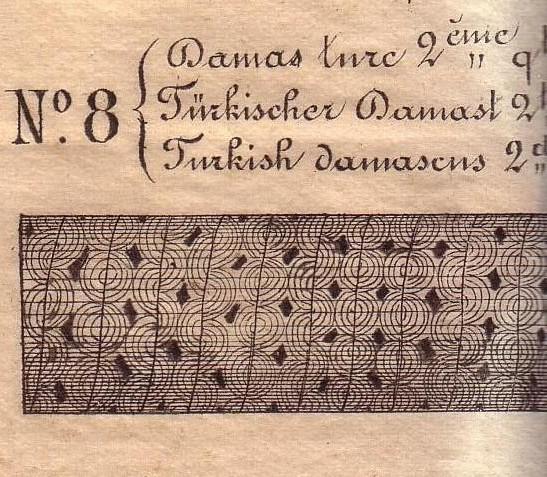
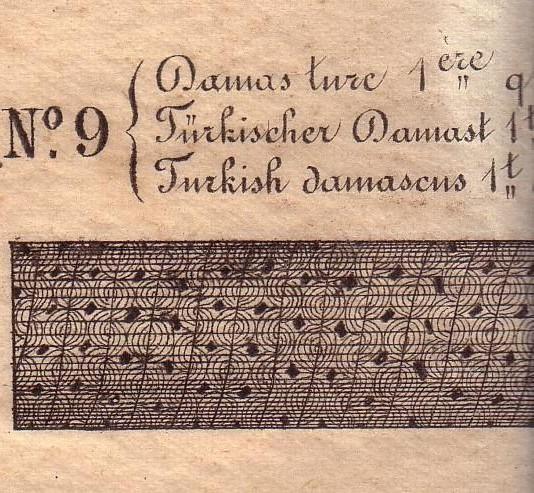
Ceux-ci sont très nombreux, nous pouvons notamment citer, le damas étoilé, le Bernard double, le crollé extra fin, le Washington, le Boston, l’Oxford, le Birmingham, le rubané, le damas anglais, le Leclère, le turc, le torché, le Higny, le damas fer de clous, le laminette simple, le damas anglais coupé, le damas Thonon, le Prince Albert, le Zénobe Gramme, London, Chiné, Chaînette, clou de cheval, damas imitation Léopold Bernard etc…
Le summum du savoir-faire consistait à disposer les métaux de telle manière qu’une fois terminé, le canon présentait une inscription ou un nom au milieu des lignes ornementales.

La fabrication d’un canon de fusil
1ere opération, la torsion. Les baguettes étant chauffées au rouge dans la forge, elles sont ensuite assujetties à l’établi et tordues rapidement.
2e opération, l’assemblage. Suivant le cas, plusieurs baguettes sont portées au blanc soudan. Elles sont alors martelées jusqu’à l’obtention d’un ruban régulier.
Chauffé à nouveau, ce ruban est enroulé sur un mandrin recouvert d’une chemise en tôle destinée à rigidifier l’ensemble.
Plusieurs rubans, soudés bout à bout, sont nécessaires pour l’enroulement d’un canon.
Le canon ainsi apprêté est porté au blanc puis martelé pour souder les spires.
3e opération, le forage. Cela consiste à enlever une partie de l’acier à l’intérieur du canon pour mettre celui-ci au calibre désiré.
4e opération, le dressage. Un ouvrier s’assure que le canon est bien droit en l’examinant et en le redressant au marteau ou à la machine.
5e opération, le meulage. Le canon est soumis au meulage pour le blanchir et le rendre cylindrique en faisant disparaître toutes les inégalités extérieures venues de forge.
6e opération : le décapage. Le canon est enduit d’acide sulfurique pour faire ressortir le dessin du damas et s’assurer qu’il ne comporte aucun défaut. L’acier apparaît alors en noir et le fer en blanc. Le canon est ensuite rincé à l’eau.
Les canons dits « en blanc »étaient alors livrés aux fabricants d’armes. Ce sont eux qui se chargeaient du « garnissage ».



Finition
Il fallait aussi leur donner leur aspect définitif soit "noir" en polissant le canon à la main ou à la machine pour lui donner un aspect brillant faisant ressortir le noir et le blanc des métaux.
Soit "en couleurs" en bronzant le canon jusqu’à obtenir diverses teintes allant de l’olive au brun foncé en passant par le brun clair.
Soit "voilé" on bronzait noir et le dessin du damas apparaissait mais voilé.
Soit "miné" on dérochait à nouveau le canon en le plongeant dans un bain d’acide chlorhydrique. On distinguait alors un léger creux entre les volutes des métaux.
Voila une superbe réalisation en Damas.










Le faux damas.
Le faux damas présente une apparence sensiblement différente du vrai damas.
Celui-ci était obtenu en utilisant un canon en fer ou en acier et en traçant sur sa surface avec un corps gras et un pinceau, des figures qui rappellent les volutes des moires.
Les canons étaient alors trempés dans un acide qui n’attaquait que les endroits non recouverts par le corps gras, puis lavés et nettoyés.
Les canons portaient alors les traces creuses et en relief qui évoquaient les fibres cristallines du moiré véritable.
Pour imiter le damas en couleurs, on enduisait le canon par le procédé de la décalcomanie, d’une préparation brunâtre et vernissée évoquant les dessins du fer et de l’acier.
GG