
La fabrication des canons en acier "DAMAS"
Le damas était, il y a un peu plus de 100 ans, dans la région liégeoise générateur de travail pour de milliers d’ouvriers répartis dans de centaines de petites forges rustiques le long des cours d'eau, la Vesdre notamment, servant de force motrice.
La fabrication du damas à cette époque du presque tout à la main, n’était pas une mince affaire.
Tout commence par le "lopin" qui est un bloc composé de couches de fer et de couches d’acier bien réparties en damier. Ce lopin est chauffé et battu de façon à obtenir un nouveau bloc plus homogène d’une longueur d’environ 60 cm et pesant plusieurs kilos.
Ce bloc est de nouveau chauffé et battu sur ses quatre faces de façon à obtenir une mince baguette de 7 à 8 mm de section. Cette réduction est obtenue grâce à l’aide d’un laminoir rudimentaire nommé "le mouton".
Il fallait ensuite réunir 3 à 6 baguettes "les lames" par torsade au feu et martelage vigoureux afin d’obtenir un fer plat d’environ 5 mm d’épaisseur sur 25 mm de largeur. Il s’agissait alors du "ruban".
Ce ruban était alors enroulé sur un mandrin recouvert d’une chemise en tôle pour faciliter le démoulage. Il fallait ensuite chauffer à blanc ce tube pour le souder spire par spire en le martelant à nouveau et enfin obtenir après bien du travail un tube de métal.
Le canon ainsi obtenu était alors confié à d’autres spécialistes, foreur, polisseur et bronzeur qui enduisait le canon fini d’acide pour faire ressortir le dessin du damas.
La manière de mélanger les lames permettait aux habilles forgerons liégeois de créer à volonté les dessins désirés, tels que : "damas crollé turc", "Oxford", "turc miné blanc", "crollé extra-fin", "étoilé", "Bernard", "Boston" etc.
Les prix assez élevés de ces canons ont fait se développer le "faux damas" qui était parfois si bien imité que seul un examen métallographique permettait de déceler le vrai du faux.
La technique employée était celle de "l’eau-forte", acide vidé sur un pochoir imitant le damas et placé sur le canon. L’acide n’attaquait que les endroits non recouverts.
Mais seul le vrai damas pouvait résister aux dures épreuves. Arrivé à la limite de la rupture par surcharge, le damas ne fait que gonfler prévenant ainsi le propriétaire, tandis que l’acier éclate littéralement.
Le forgeage des canons en région liégeoise a périclité au 20ième siècle pour disparaître vers 1930.
GG
Un exemple en cours de fabrication



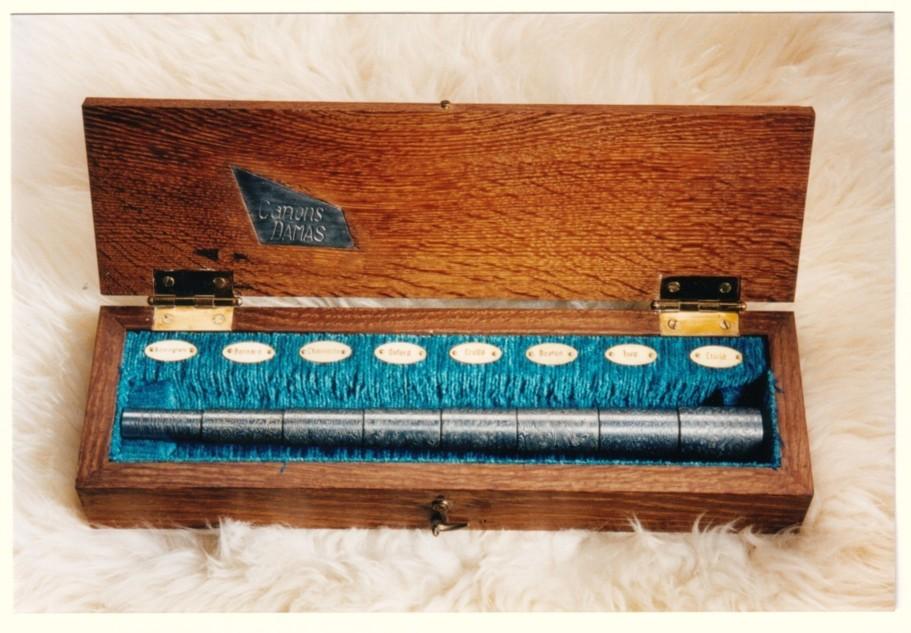
Coffret de canon Damas
Ce coffret de présentation en chêne, décoré à l’intérieur de velours bleu clair, contient une très belle pièce de maîtrise des maîtres canonniers Liégeois, à savoir un "canon damas" à huit sections de diamètres décroissants et de décoration différente.
La fabrication des canons damas est une spécialité qui exige une longue pratique, une grande expérience ainsi que la connaissance de certains tours de main pour la préparation et le refroidissement des barres d’aciers entrant dans leur confection.
La longueur totale de ce canon est de 315mm, le diamètre supérieur est de 25mm tandis que l’inférieur est de 15mm.
A la présentation de ce coffret, le futur acheteur d’une arme à canon damas avait tout le loisir de choisir sur pièce le dessin du damas qu’il désirait voir figurer sur son arme.
Ces huit damas se différenciaient par des noms évocateurs tels que « CROLLE, BOSTON, BIRMINGHAM, BERNARD, CHAINETTE, OXFORD, TURC et ETOILE », gravés sur des plaquettes ovales en laiton fixées vis-à-vis des damas correspondants.
GG
En gros plan, un exemple superbe de canon en Damas
